










焊接一体化 hanjie
压力容器
|
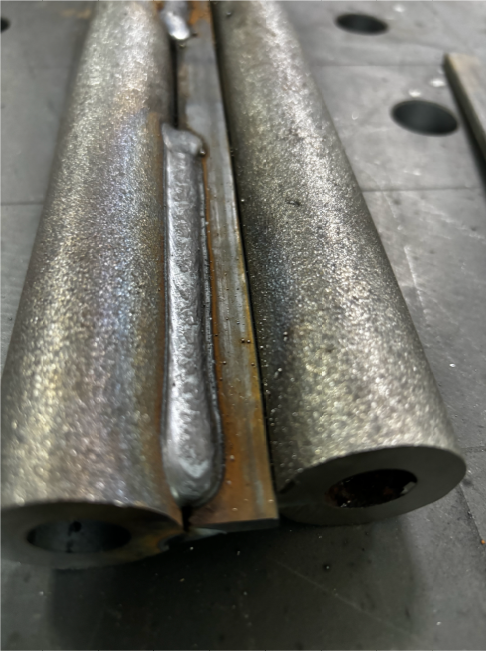
为 T91 钢材质管板部件与ER90S-B91(1.2 mm)焊丝进行焊接工艺定制。
在焊前预热100°C,焊后回火760°C的工况要求下,满足余高≤3 mm,焊后无热裂纹,焊接收弧工作无弧坑的焊接工艺需求。
|
|

|
|
|
管板焊接电弧 |
自动化管板双道焊接 |
自动化管板单道焊接 |


